Приступаем к безусловно самой интересной части изготовления астрономического зеркала: фигуризации — приданию его поверхности строго сферической формыИменно ; с точностью, о которой не раз говорили. сейчас мы сможем продемонстрироватьобрабатывающим , на что способен оптик в сравнении с рабочим, металлмкм, а может быть, и . Сейчас мы постараемся получить (и наверняка получим) точность не ниже 0,05 выше.
Есть много факторов, влияющих в ходе полировки на форму зеркала. Это длина штриха, его форма, скорость перемещения зеркала по поверхности полировальника, неоднородность смолы, наличие ямок на поверхности смолы; это и специальные методы воздействия на форму зеркала — подрезка, формовка полировальника и др. Результаты большинства этих методов трудно воспроизводимы. Получив однажды хороший результат, мы не сможем его получить во второй раз, как бы ни старались. Наиболее разумный способ управлять процессом — свести к минимуму число непостоянных факторов, оставив 2—3, которыми пользоваться всегда, и получить максимальный опыт их применения. Остальные факторы должны оставаться неизменными на протяжении всего процесса фигуризации.
Рассмотрим основные из этих факторов.
Форма штриха — лучше прямолинейная с центральным положением полировальника в начале штриха. Криволинейный штрих приводит к завалу края. Штрих по хорде также приводит к завалу. Длина штриха должна составлять около 1/3 диаметра зеркала при смещении всегда, в одну сторону. Увеличенный штрих приводит к завалу на краю, укороченный — к подвернутому краю. Так как исправление завала гораздо сложнее, чем подвернутого края, многие любители при полировке переходят на штрих около 1/4 диаметра.
Большую роль играет твердость смолы. Твердость зависит от содержания канифоли и от рабочей температуры полировальника, Слишком мягкая смола полирует быстрее, но на ней легко возникает завал края, Твердая смола позволяет быстрее получить сферу, но вероятность царапин при полировке твердой смолой возрастет.
Неоднородность смолы приводит к появлению зональных ошибок в виде “валиков” и “канав”. Неоднородность может быть результатом плохого перемешивания смолы во время варки или в результате неравномерного нагрева во время работы. Обычно крайние зоны разогреваются сильнее центральных и слегка “проседают”.
Такой фактор, как неоднородность поверхности полировальника, появляется, например, во время его формовки, когда смола слишком размягчена и крошечные пузырьки воздуха, оказавшиеся между зеркалом и полировальником, выдавливают на поверхности смолы ямки, которые в дальнейшем довольно трудно устранить *). Еще одна неприятность может возникнуть, если канавки на поверхности полировальника расположены симметрично относительно центра полировальника. Это приводит к тому, что на одних зонах сполировывание идет быстро, на других медленно. В результате появляются зональные ошибки.
На форму зеркала воздействуем следующими способами:
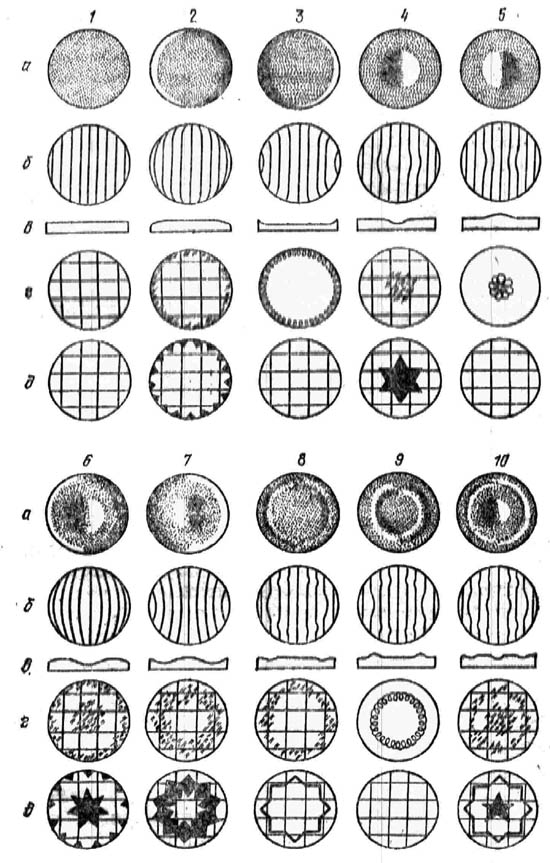
1. Обнаружив на зеркале во время теневых испытаний “яму” или “канавку”, отмечаем соответствующую зону на полировальнике и “ослабляем” ее, соскоблив небольшие участки смолы вдоль этой зоны. Эта процедура называется “подрезкой” полировальника (рис. 49, г — 2,4, 6, 7, 8, 10). Глубина соскобленных участков — около 0,5 мм. Продолжим полировку. Очевидно, что ослабленные зоны полировальника будут полировать медленнее, поэтому остальные зоны опустятся до уровня “дна канавки”. Полируя на подрезанном полировальнике, надо контролировать поверхность на теневом приборе каждые 10—15 минут, так как подрезка — средство довольно сильное. Незадолго до полного исчезновения канавки заново отформуем полировальник, помня, что после устранения подрезки полировальник некоторое время продолжает “по инерции” работать в том же режиме.
Можно поступить иначе. Вырезать из ватмана кольцо того же диаметра и несколько меньшей ширины, что и “канавка”. Разогреть полировальник в теплой воде, уложить на него смоченное водой кольцо и отформовать все вместе (рис. 49, д — 2,4, 6, 7, 8, 10). На поверхности полировальника появится углубление, которое не будет полировать вообще. Особенно хорошо так устраняются яма в центре и завал на краю, Незадолго до полного исчезновения канавки заново формуем полировальник зеркалом.
Рис. 49. Зональные ошибки зеркала и способы их устранения:
а — теневая картина Фуко, б — теневая картина Ронки, в — теневой рельеф, г - подрезка полировальника и местная ретушь, д — специальная формовка полировальника. 1 — идеальная сфера с плоским” рельефом, 2 — завал края, 3 - подвернутый край, 4 — яма в центре, 5 — бугор в центре, 6 — яма в центре и завал края, 7 — подвернутый край и бугор в центре, б— канавка, 9 - валик, 10 — яма в центре и канавка.
2. В тех случаях, когда мы имеем дело с “буграми” и “валиками”, лучше применить местную ретушь — сполировывание бугра маленьким полировальником. Этот полировальник может быть куском металла или пластмассы, на которую наклеен кусочек фетра, войлока, твердой резины или кожи. Диаметр полировальника должен состявлять 1/2—1/3 ширины “валика”. В простейшем случае это может быть просто палец. Смачиваем поверхность дерева вдоль валика, набираем на палец полирит или смазываем полиритом полировальник и начинаем петлеобразными движениями полировать с большим давлением (рис. 28, г-3.5,9). Важно ни в коем случае не выходить за пределы зоны, которую мы полируем. Ретушь идет быстро. Опасность сполировать больше чем надо очень велика. Поэтому зеркало надо контролировать во время местной ретуши каждые 1-З минуты, если ретушируется центральный валик или зона небольшого диаметра, и каждые 3-5 минут при сполировывании зоны на краю.
Вместо высокого валика после ретуши получается масса мелких местных ошибок на протяжении всей зоны. По абсолютной величине они гораздо мельче валика. Чтобы их устранить, продолжим полировку на смоляном полировальнике, предварительно отформовав его заново.
Если зеркало имеет большое число (З—6) зональных ошибок, можно применить полировку по хорде (1/4 диаметра от центра). Такая полировка ведет к быстрому сполировыванию зональных ошибок, но чревата возникновением завала на краю. Поэтому после 3-5 минут полировки по хорде возвращаемся на 15-30 минут к полировке через центр, проверяя после каждого сеанса полировки по хорде зеркало на теневом приборе и обращая большое внимание на край зеркала.
Так как завал края возникает почти при любом нарушении режима полировки, предусмотрим небольшую, но надежную меру для его предупреждения. На зоне примерно в 3-5 мм шириной на самом краю полировальника резко расширим канавки, ослабив на этой зоне полировальник (рис. 49, д — 2). После этого возможно появление подвернутого края, но эта ошибка устраняется очень легко простым увеличением длины штриха. До возникновения подвернутого края полируем обычным образом.
*) Для того чтобы устранить ямки, рассыпанные на поверхности полировальника, отформуем полировальник с куском тюля, как это описано в § 19. В ходе полировки сетка мелких канавок заплывет.
Предыдущий параграф |
Глава вторая |
Следующий параграф |